


联系我们

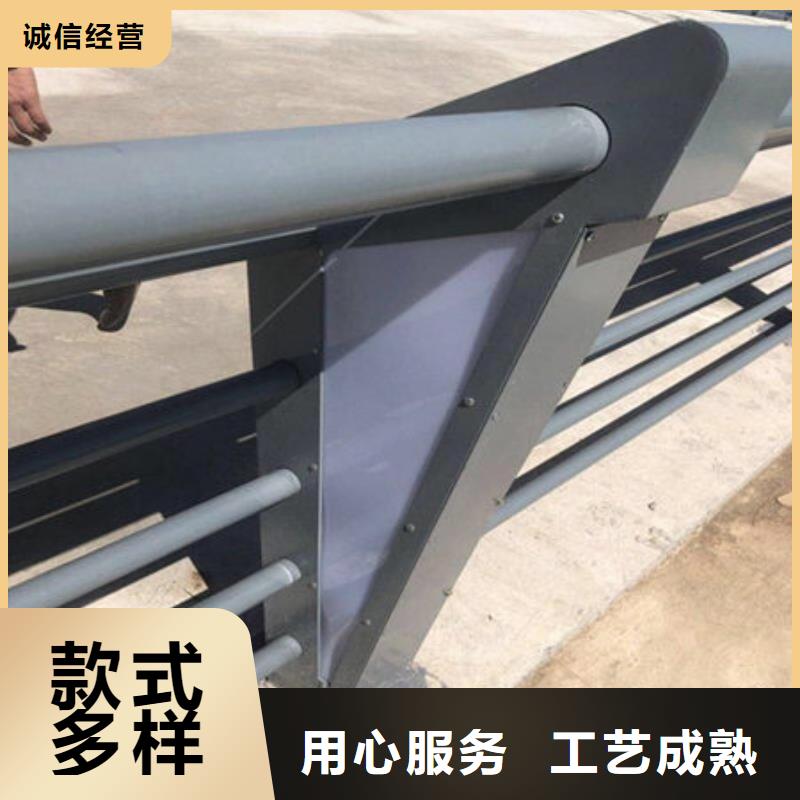
桥梁护栏不锈钢护栏精选厂家好货
更新时间:2026-05-11 11:26:28 ip归属地:枣庄,天气:多云转晴,温度:16-31 浏览次数:88 公司名称: 华尔新材料科技(枣庄市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 聚晟 |
| 可定制 | 是 |
| 范围 | 桥梁护栏不锈钢护栏供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 薛城区、峄城区、台儿庄区、山亭区、滕州市等区域。 |







复合管护栏中不锈钢复合管按照强度标准是怎么划分的
不锈钢复合管用于各种的施工的领域的,它是比较坚固和耐用的,由不锈钢和碳素结构钢两种金属组成的。根据不
锈钢复合管的使用的用途以及相关的特征它是分为很大的强度的,不同的强度适用于不同的类型,发挥着比较重要的
作用,特别是在行业的发展以及使用上是不可替代的。对于不锈钢复合管的强度是有等级的,相关的等级的评价的标
准是怎么样的呢?以下是分为几个重要的特征:
不锈钢复合管
1)不锈钢复合管以公称压力表示其等级或规定压力一温度额定值的管件,应按标准规定的压力一温度额定值作为
其使用基准,如GB/T 17185
2)不锈钢复合管标准中仅规定了与其相连直管的公称厚度的管件,按标准规定的基准管子等级确定其适用压力一
温度额定值,如GB14383~GB14626。
3)不锈钢复合管标准中仅规定外形尺寸的管件,如GB12459、GB 13401,应通过验证性试验来确定其承压强
度。
4)不锈钢复合管其他,应按有关规定进行压力设计或解析分析等方法来确定其使用基准。此外,管件强度等级的
确定,还应不低于整个管道系统在操作中可能遇到的严酷工况下的压力。



不锈钢复合管防护栏
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复
合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢复合管在生产制造上的流程是较为认真细致的
,在其中为关键的一个流程便是电焊焊接。电焊焊接规定的溫度,环境湿度及其焊丝,熟度全是不一样的,要依照主
要用途开展去生产制造,促使它的特性和特点合格开展,不锈钢复合管电焊焊接规定的技术性特性较为高,许多的老
师傅不是具有电焊焊接的工作能力的。下列是给大伙儿开展详细介绍的有关的电焊焊接的流程供大伙儿开展参照:
1、不锈钢复合管焊丝人间有钛钙型和低氢型二种。电焊焊接电流量尽可以选用直流稳压电源,有益于抑制焊丝
泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力电焊焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响
力电焊焊接。
2、为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-
300℃风干1h。不能不如频繁不断风干,要不然药皮易零落。
3、焊缝结算清洁,还防止焊丝沾上油以及它脏污,以防加上焊接碳含量并危害电焊焊接品质。
4、为防止加温而产生晶间腐蚀,电焊焊接电流量不适合过大,一般应该比碳钢焊条低20%上下,电孤不必太长
,虚梁快冷,以窄道焊为宜。
5、应尽可能选用短弧电焊焊接,弦长一般2-2mm,电孤太长易产生热裂痕。
6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是减少不锈钢复合管电焊焊接发热量和热危害
区总宽,发展焊接抗晶间腐蚀才可以和减少热裂痕的趋向。
7、不锈钢复合管的焊接应沉稳采用焊丝,防止焊丝采用不妥展现热裂痕或高溫热处理后惹起σ相溶解,使金属
材料老化。参考不锈钢复合管与不一样的钢的焊丝挑选标准开展采用,并接受适当焊接方法。

如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。
焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。


在不锈钢焊管的生产过程中,有一道工序非常的重要,那就是——固溶处理。固溶处理是指将合金加热到高温单相区恒温保持,使过剩相充分溶解到固溶体中后快速冷却,以得到过饱和固溶体的热处理工艺。不锈钢复合管知识那么为什么要对不锈钢焊管进行固溶处理,它有何作用呢?
不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。其作用有以下3点:
(1)使焊接钢管组织和成分均匀一致,这对原料尤其重要,不锈钢复合管知识因为热轧线材各段的轧制温度和冷却速度不一样,造成组织结构不一致。在高温下原子活动加剧,σ相溶解,化学成分趋于均匀,快速冷却后就获得均匀的单相组织。
(2)加工硬化,以利于继续冷加工。通过固溶处理,歪扭的晶格恢复,伸长和破碎的晶粒重新结晶,内应力,钢管抗拉强度下降,伸长率上升。
(3)恢复不锈钢焊接固有的耐蚀性能。由于冷加工造成碳化物析出,晶格缺陷,使不锈钢耐蚀性能下降,而固溶处理后不锈钢焊管的耐蚀性能恢复到好状态。
经过固溶处理的不锈钢焊管,其各方面性能才能达到状态,因此固溶处理对不锈钢焊管而言非常重要。内衬不锈钢复合管知识市场供应总体收缩,尤其今年收缩力度较大,内衬不锈钢复合管知识库存达到历史相对低点的水平,导致钢价坚挺。而供给端收缩让内衬不锈钢复合管知识产能受限的同时,也让内衬不锈钢复合管知识原料受限,包括矿石等原料价格偏低,无法与内衬不锈钢复合管知识价格同步上涨,扩大了钢厂的盈利空间。



未来,华尔新材料科技(枣庄市分公司)会在全国经济快速发展的同时,以优质的 护栏产品质量,诚信合作的工作态度,熟练的业务,更好的发展壮大企业规模,与时俱进。竭诚欢迎海内外新老客户光临指导真诚期盼与您的合作!


不锈钢护栏的不锈钢复合管在储存的时候应该注意哪些问题?
1 首先就是不锈钢复合管在保存的时候一定要避免和有腐蚀作用的化学品放在一起,如果泄露的话就会对不锈钢
复合管产生侵蚀和破坏。
2 不锈钢复合管在储存的时候也应该避免长时间浸在水里,不锈钢复合管的锈蚀非常慢,但如果时间与水接触还
是会影响到质量。而通风的目的就是为了避免不锈钢复合管长期处在潮湿的空气里,能够及时通风的话就可以把潮气
排走。当然在下雨应该尽量做好防雨的工作。
不锈钢复合管本身具有比较高的强度,因此通常都是采用堆垛码放的。不过在码放的时候也要遵从一定的原则,
否则有可能会使钢管形成损坏,或者取用的时候带来不便。码放不锈钢复合管的首要原则就是稳定和。不锈钢复
合管码垛的下边应该做好保护,好是铺上木材做成的底座,避免让钢管直接接触地面,除了可以起到保护作用,避
免长期对方使下层的钢管变形,还能够防止地上的积水对钢管产生腐蚀。不锈钢复合管码放的高度不应该过高,否则
很容易增加危险,同时也容易对下层的钢管形成更大的压力,从而导致变形的产生。


